La precisión dimensional y la rugosidad de la superficie de la perforación y la eficiencia de la perforación están directamente relacionadas con la calidad del afilado y la rectificación de la broca helicoidal.
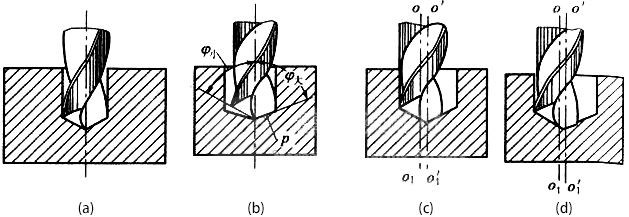
Figura 1: El impacto de la trituración de bits en el mecanizado
(a) Rectificado correcto
(b) Asimetría de ángulo de punta
(c) Longitud diferente del rectificado del cortador
(d) El ángulo de punta y la trituración del cortador son asimétricos
Es fácil y difícil afilar el borde del taladro giratorio; simplemente, simplemente debería afilar dos ángulos de despeje primarios; difícilmente, debe asegurarse de que el ángulo de separación, el ángulo de puntaje y el ángulo de flanco del borde del cincel sean correctos. Para que dos labios de corte principales sean simétricos, los labios de corte mayor tienen el mismo ángulo incluido con el eje del eje de la broca helicoidal, y las longitudes son las mismas. Revise la figura (a).
Tal vez el ángulo de punta del taladro de torsión después del rectificado es disimetría, en el caso de la velocidad de alimentación de cantidad, el labio de corte mayor que mantiene mayor ángulo incluido con el husillo está funcionando, mientras que el otro labio de corte mayor no funciona. Cuando esto sucede, la tensión del taladro giratorio no está equilibrada; el labio de corte mayor en una de las perforaciones del componente horizontal de la fuerza de corte en la broca helicoidal al otro lado, ya sea que el taladro esté sesgado o sea demasiado grande. Revise la figura (b).
Tal vez el ángulo del punto es simétrico después del pulido, pero la longitud de los dos labios principales de corte es diferente, indicó que el centro de trabajo del taladro giratorio es diferente con el centro geométrico. Ese es el centro geométrico que se movió al trabajo o 'o', los resultados de estos agujeros de perforación son más grandes que el diámetro de la broca helicoidal. Revise la figura (c).
Tal vez el ángulo de puntaje del taladro después del afilado del cortador es disimetría, y la longitud de los dos labios principales de corte es diferente, no solo el diámetro del agujero es mayor que el diámetro del taladro giratorio, sino también el agujero escalonado. Revise la figura (d).
En resumen, para evitar los casos como en la figura (b), (c), (d) durante el rectificado de la broca helicoidal que no solo mejora la calidad de la perforación, sino que también mejora las condiciones de perforación y prolonga la vida útil del giro perforar.
Sin embargo, para suponer que todos los molidos de la broca helicoidal son correctos, debido a sus deficiencias inherentes, todavía hay algunos factores desfavorables en la perforación, por ejemplo: el ángulo del borde del borde del cincel es negativo, como -60 ° ~ -54 °; para que la condición de la perforación no sea tan buena, debe aumentar la fuerza axial, el borde del cincel en realidad está apretando y raspando el metal en la pieza de trabajo, que consume mucha energía, genera mucho calor y es muy malo al centrar .
Para los defectos de la broca helicoidal anterior, debe moler la broca helicoidal de acuerdo con diferentes materiales y condiciones de perforación, repase la figura 2.
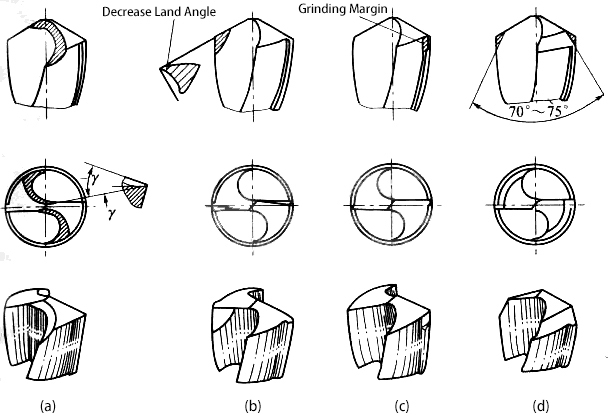
Figura 2: Torcimiento Grinding Drill
(a) Molienda Chisel Edge
(b) Rectificado de la cara del rastrillo
(c) Borde de pulido
(d) Doble rectificado
(1) rectificado de borde de cincel
Manteniendo la longitud en 1/5 ~ 1/3 del original después de la molienda, al mismo tiempo, dos cortadores interiores reformados y el ángulo del terreno son aproximadamente γ0 = 0 ° ~ 15 °. El afilado del borde del cincel más corto para los materiales más blandos de la pieza de trabajo, de lo contrario, para disminuir el rectificado. Disminuirá la fuerza axial después de la molienda y aumentará el centrado de la broca helicoidal.
(2) Rectificado de la cara del rastrillo
Cuando el material de la pieza de trabajo de perforación es más suave, la cara del rastrillo debe ser rectificada, para aumentar el ángulo del terreno, y luego aumentar la nitidez del labio de corte, y reducir la fuerza de perforación; Cuando el material de la pieza de trabajo de la perforación es más duro, debe moler la cara del rastrillo del borde exterior, para disminuir el ángulo del terreno, a fin de aumentar la resistencia de la broca helicoidal. También puede moler dos caras, llegar a los mismos resultados integrales.
(3) borde de pulido
Durante el uso de un taladro de mayor diámetro o la perforación de material más blando y agujeros de mayor precisión, debe moler la cara del flanco, mantener el borde es más estrecho, a fin de reducir la fricción entre el borde de la broca y todo el agujero.
(4) Doble rectificado
En la interfaz entre el labio de corte principal y el labio de corte menor, debe moler el borde de corte recto y transicional, formar caras de flanco de doble molienda, y el ángulo es de aproximadamente 70 ° ~ 75 °, incluso puede triturar tres bordes y el ángulo es 50 ° ~ 70 °. Disminuir el ángulo reducirá la fuerza axial, y para aumentar la fuerza y las condiciones de emisión de calor, vienen a reducir el desgaste de la broca helicoidal y reducir la rugosidad de la pared del agujero.
(5) ranura de división del chip de pulido
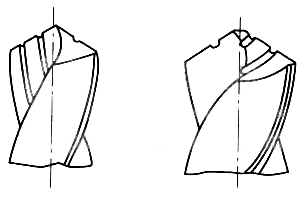
Figura 3: Ranura de división de chip Drill
Para el diámetro más grande de la broca helicoidal, debe moler la ranura angosta escalonada en la cara del rastrillo y la cara del flanco principal de la broca helicoidal. Revise la figura 3.Para mantener el filo de la cortadora delgado, y para mejorar la condición de eliminación de viruta y división de viruta, es útil inyectar más fluido de corte, mejorar la condición de disipación de calor y mejorar la calidad de perforación y la eficiencia de perforación. Al mismo tiempo, durante el rectificado del borde del cincel que tiene un mejor efecto de perforación.








