En la producción, el astillado del taladro giratorio de esquina se produce muchas veces. Debido al material de perforación, la plantilla suelta, la dureza desigual del material de la pieza de trabajo, la velocidad de alimentación inadecuada, el refrigerante inadecuado, el ángulo de desahogo demasiado pequeño o la broca agotada, etc. Situación 1: 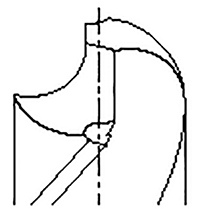
- Causa: inadecuados cortador Solución Material: Elija material de cortador adecuado para giro drill
- Causa: desigual distribución de la dureza de la solución de la pieza Material: ① isostático Tratamiento ②Change cortador, materiales y condiciones de corte, el método de mecanizado (EDM)
- Causa: Cortar o La velocidad de alimentación es demasiado alta Solución: reduzca la velocidad de corte o avance rate
- Causa: No suficiente Solución de refrigerante : Tal vez hay demasiado calor durante el corte, cambie el método de lubricación.
Situación 2: 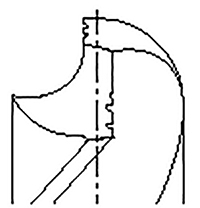
- Causa: Large agote después unido a la máquina, o solución asimiento suelta: titular ①Check y / o seleccione otra ②Check agotado después de la fijación a la Causa chuck
- : ángulo de alivio es demasiado pequeño Solución: Regrind correctamente por rectificadora de brocas
- Causa: El material del cortador no es adecuado Solución: Elija el material de corte adecuado
- Causa: la velocidad de corte o la alimentación es demasiado alta Solución: reduzca la velocidad de corte o avance








