¿Estás buscando el tamaño de la broca métrica ? Aquí hay una introducción detallada. Esperamos que podamos ayudarte. Si tiene un problema con la broca, también puede usar nuestra rectificadora de brocas para repararla. El tamaño de varias brocas puede repararse con las correspondientes rectificadoras de brocas .  Los tamaños de broca métrica definen el diámetro del bit en términos de longitudes métricas estándar. Las organizaciones de estándares definen conjuntos de tamaños que se fabrican y almacenan convencionalmente. Por ejemplo, British Standard BS 328 define tamaños de 0.2 mm a 25.0 mm. Leer más
Los tamaños de broca métrica definen el diámetro del bit en términos de longitudes métricas estándar. Las organizaciones de estándares definen conjuntos de tamaños que se fabrican y almacenan convencionalmente. Por ejemplo, British Standard BS 328 define tamaños de 0.2 mm a 25.0 mm. Leer más
Archivo de la etiqueta: broca helicoidal
Brocas de madera: Brocas de labio y espuela
Las brocas para labios y espuelas están generalmente disponibles en tamaños de 3-16 mm (0.12-0.63 in).
Las brocas helicoidales convencionales tienen la tendencia a recorrer cuando se ofrecen a una pieza de trabajo nivelada. Para trabajos en metal, se responde perforando una abertura piloto con una broca de punteo . En madera, el labio y también estimulan la broca es un remedio más: el centro de la broca no es el tallado recto de la broca helicoidal , sino un espolón con un factor agudo y también 4 filos para reducir la madera. El factor agudo del espolón simplemente presiona hacia la derecha en la madera blanda para mantener la broca en línea. Leer más
Las brocas de metal se utilizan en los centros de agujero de manchado
 Muchas brocas contemporáneas de carburo sólido no deben usarse junto con una broca puntual o una broca de instalación, ya que las brocas de carburo sólido están especialmente desarrolladas para comenzar su propia apertura. En general, la exploración de área sin duda creará fallas tempranas del bit de carburo sólido, así como una pérdida específica de calidad superior de apertura. Si se considera esencial achaflanar una abertura con un taladro de lugar o instalación cuando se utiliza una broca de carburo sólido, es la mejor técnica para hacerlo después de perforar la abertura. Cuando la broca de carburo sólido que tiene el recubrimiento es rectificadora rectificada , su película de recubrimiento desaparecerá. Si bien lo anterior es una broca de centro de uso típico, es un método prácticamente inexacto y tampoco debe pensarse en el uso de fabricación. El dispositivo adecuado para comenzar una abertura generalmente perforada (una abertura atravesada por una broca giratoria de acero de alta velocidad (HSS)) es una broca de puntear (o una broca puntual , como se hace referencia en los Estados Unidos). El ángulo consistía en que la broca de punteo debía coincidir igual o más que la broca estándar para garantizar que la broca comenzara sin ansiedad innecesaria en los bordes de la broca, lo que ciertamente provocaría un fallo temprano de la broca. un poco y también una pérdida de apertura de alta calidad. Las brocas de rotación estándar pueden tener tendencia a desviarse cuando se inician en un área superficial no realmente preparada. Tan pronto como un programa un poco extraviado, es un desafío devolverlo a las instalaciones. Un perforado de instalación poco proporciona regularmente un factor de inicio asequible, ya que es breve y, en consecuencia, tiene una tendencia reducida a perderse cuando se inicia el aburrido. Al perforar con un taladro portátil, la versatilidad de la broca no es el principal recurso de la imprecisión: es responsabilidad del cliente. En consecuencia, para tales procedimientos, una huelga en una instalación se utiliza normalmente para identificar la instalación de apertura antes de perforar una abertura piloto.
Muchas brocas contemporáneas de carburo sólido no deben usarse junto con una broca puntual o una broca de instalación, ya que las brocas de carburo sólido están especialmente desarrolladas para comenzar su propia apertura. En general, la exploración de área sin duda creará fallas tempranas del bit de carburo sólido, así como una pérdida específica de calidad superior de apertura. Si se considera esencial achaflanar una abertura con un taladro de lugar o instalación cuando se utiliza una broca de carburo sólido, es la mejor técnica para hacerlo después de perforar la abertura. Cuando la broca de carburo sólido que tiene el recubrimiento es rectificadora rectificada , su película de recubrimiento desaparecerá. Si bien lo anterior es una broca de centro de uso típico, es un método prácticamente inexacto y tampoco debe pensarse en el uso de fabricación. El dispositivo adecuado para comenzar una abertura generalmente perforada (una abertura atravesada por una broca giratoria de acero de alta velocidad (HSS)) es una broca de puntear (o una broca puntual , como se hace referencia en los Estados Unidos). El ángulo consistía en que la broca de punteo debía coincidir igual o más que la broca estándar para garantizar que la broca comenzara sin ansiedad innecesaria en los bordes de la broca, lo que ciertamente provocaría un fallo temprano de la broca. un poco y también una pérdida de apertura de alta calidad. Las brocas de rotación estándar pueden tener tendencia a desviarse cuando se inician en un área superficial no realmente preparada. Tan pronto como un programa un poco extraviado, es un desafío devolverlo a las instalaciones. Un perforado de instalación poco proporciona regularmente un factor de inicio asequible, ya que es breve y, en consecuencia, tiene una tendencia reducida a perderse cuando se inicia el aburrido. Al perforar con un taladro portátil, la versatilidad de la broca no es el principal recurso de la imprecisión: es responsabilidad del cliente. En consecuencia, para tales procedimientos, una huelga en una instalación se utiliza normalmente para identificar la instalación de apertura antes de perforar una abertura piloto.
Introduzca los ángulos de la broca helicoidal
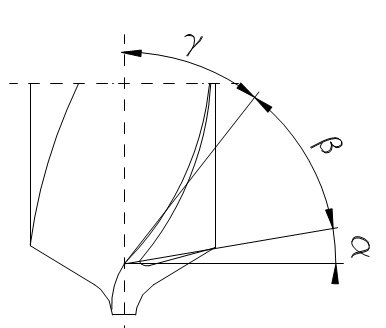
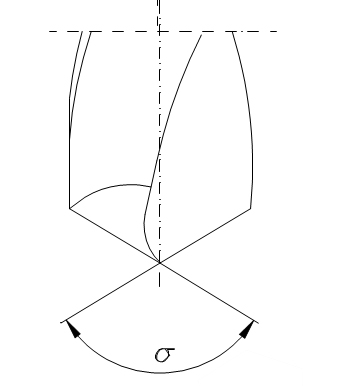
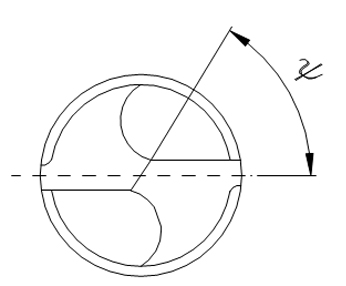 α Alpha —- Ángulo de alivio de labios β Beta —- Ángulo de cuña γ Gamma —- Ángulo terrestre σ Sigma —- Ángulo de puntos ψ Psi —- Ángulo de borde del cincel El mejor ángulo de borde del cincel entre los 52 ° – 58 ° El ángulo de arriba depende del material de procesamiento. α + β + γ = 90 °
α Alpha —- Ángulo de alivio de labios β Beta —- Ángulo de cuña γ Gamma —- Ángulo terrestre σ Sigma —- Ángulo de puntos ψ Psi —- Ángulo de borde del cincel El mejor ángulo de borde del cincel entre los 52 ° – 58 ° El ángulo de arriba depende del material de procesamiento. α + β + γ = 90 °
Afiladura de cortador y Re-Grinding de taladro Twist
La precisión dimensional y la rugosidad de la superficie de la perforación y la eficiencia de la perforación están directamente relacionadas con la calidad del afilado y la rectificación de la broca helicoidal.
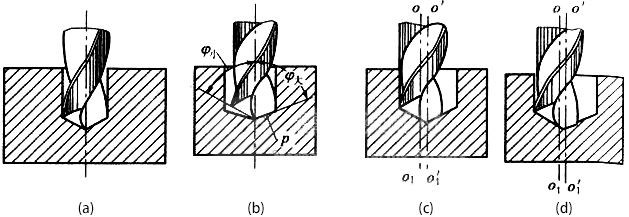
Figura 1: El impacto de la trituración de bits en el mecanizado
(a) Rectificado correcto
(b) Asimetría de ángulo de punta
(c) Longitud diferente del rectificado del cortador
(d) El ángulo de punta y la trituración del cortador son asimétricos
Desgaste anormal en la esquina de una broca helicoidal y soluciones
En el proceso de corte de metal, la broca helicoidal corta la capa de metal en la pieza de trabajo, al mismo tiempo, la pieza de trabajo y las virutas actúan sobre la broca helicoidal , lo que provoca el desgaste de la broca helicoidal. El desgaste normal es inevitable, pero el desgaste anormal no es aceptable. Tal como desgaste anormal en la esquina de la broca, Ahora, PURROS Machinery enumerará estas preguntas y cómo resolverlas. 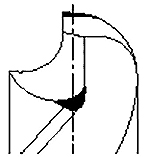 Leer más
Leer más
Chipping de Corner Edge of Twist Drill y soluciones
En la producción, el astillado del taladro giratorio de esquina se produce muchas veces. Debido al material de perforación, la plantilla suelta, la dureza desigual del material de la pieza de trabajo, la velocidad de alimentación inadecuada, el refrigerante inadecuado, el ángulo de desahogo demasiado pequeño o la broca agotada, etc. Situación 1: 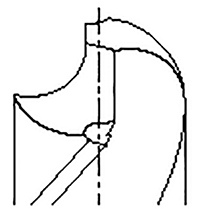 Leer más
Leer más
La comprobación de la broca helicoidal estándar después del rectificado
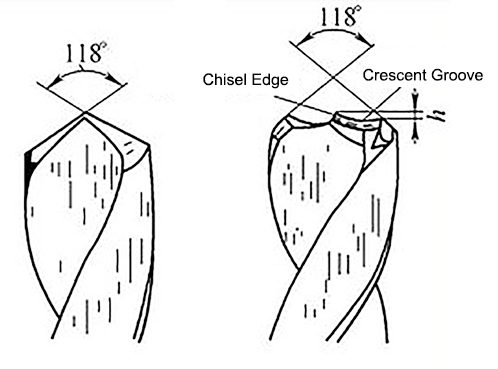
Paso 1: Comprobar si el ángulo de punta (ángulo de labio de corte) de la broca de torsión estándar es correcto o no, y si es simétrico con el eje de la broca de torsión estándar? (El ángulo de punta correcto de la broca de torsión estándar es de ± 118 °, si se utiliza para perforar materiales más duros, el ángulo de punta se puede extender a 120 °; si hay materiales más blandos, el ángulo de punta debería ser menor que antes, pero tenga en cuenta, no más pequeño que 90 °.) Paso 2: Para comprobar la longitud y la altura de dos labios de corte principales (borde de corte principal) son consistentes. Debido a que la calidad de los agujeros mecanizados se ven afectados por la longitud es la misma. El método de verificación para el paso 1 y el paso 2 es que: Coloque la parte cortante de la broca twist en posición vertical, mantenga la vista en el nivel horizontal y luego gire repetidamente 180 °, donde está el eje central de la broca twist estándar , para observar si la longitud de los dos labios principales de corte es la misma en rotación. Es una suposición que para observar la longitud de dos labios principales de corte en el centro del eje; Si las longitudes de los dos labios de corte principales son diferentes, el lado más corto debe ser rectificado. Leer más
¿Sabes cuántos tipos diferentes de brocas? (Clasificación por uso)
Clasificación de brocas
Las brocas vienen en una amplia gama de formas y tamaños, y están disponibles en una variedad de materiales y recubrimientos. La mayoría de las operaciones de mecanizado y herramientas tienen una broca diseñada específicamente para la tarea. Aquí hay una descripción general rápida de varios tipos de brocas, materiales y tipos de diseño.
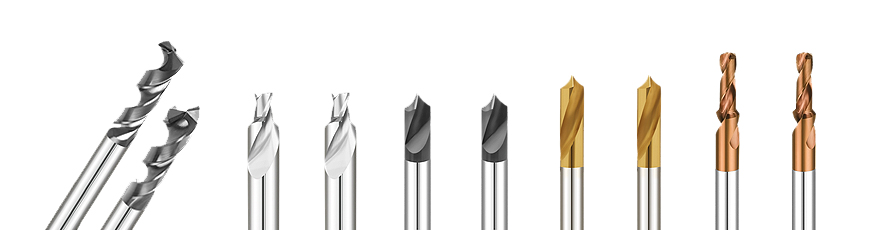
Clasificación de brocas por Use
Las ventajas de Ni Zhifu Ordinary Twist Drill Bit
En comparación con el taladro de torsión común, las ventajas de Ni Zhifu Ordinary Twist Drill Bit .
Comparado con la broca helicoidal común








