Broca Bit
Broca Bit
En el proceso de corte de metal, la broca helicoidal corta la capa de metal en la pieza de trabajo, al mismo tiempo, la pieza de trabajo y las virutas actúan sobre la broca helicoidal , lo que provoca el desgaste de la broca helicoidal. El desgaste normal es inevitable, pero el desgaste anormal no es aceptable. Tal como desgaste anormal en la esquina de la broca, Ahora, PURROS Machinery enumerará estas preguntas y cómo resolverlas.  Leer más
Leer más
En la producción, el astillado del taladro giratorio de esquina se produce muchas veces. Debido al material de perforación, la plantilla suelta, la dureza desigual del material de la pieza de trabajo, la velocidad de alimentación inadecuada, el refrigerante inadecuado, el ángulo de desahogo demasiado pequeño o la broca agotada, etc. Situación 1:  Leer más
Leer más
Durante la operación de perforación, a menudo se encuentran problemas con los taladros rotos. Ahora, PURROS Machinery enumera las soluciones de rotura de broca de la siguiente manera:
Broca de rotura y soluciones

| Tipo de herramientas de corte | H12 | H11 | H10 | H9 | H8 | H7 | H6 | H5 |
| HHS | X | X | ||||||
| Taladro HHSEnlarging | X | X | ||||||
| Taladro de carburo de soldadura por puntos | X | X | ||||||
| Taladro de carburo sólido | X | X | X | |||||
| Broca recta de carburo sólido | X | X | ||||||
| Taladro sólido de 3 flautas de carburo | X | X | ||||||
| Taladro de pistola | X | X | X | |||||
| Escariador | X | X | X | |||||
| Taladro de ampliación de PCD | X | X | ||||||
| Escariador PCD | X | X |
(Hecho por: Purros Machinery Co., Ltd. )
Negativo Chamfering
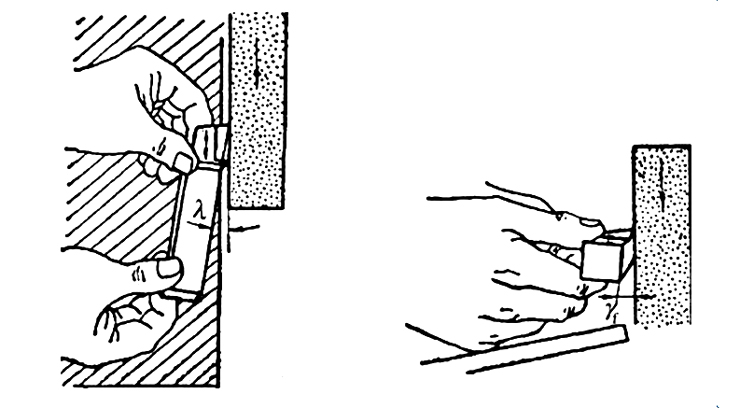
Paso 1: Afilando la cara del flanco principal, al mismo tiempo, afilando el ángulo de alivio del labio; Paso 2: Afilando la cara del flanco menor, al mismo tiempo, afilando el ángulo de alivio final; Paso 3: Afilando la cara falsa, al mismo tiempo, el ángulo del punto de afilado; Paso 4: el afilado permaneció rostros y la punta;
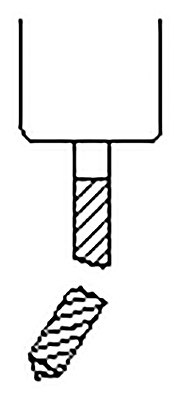
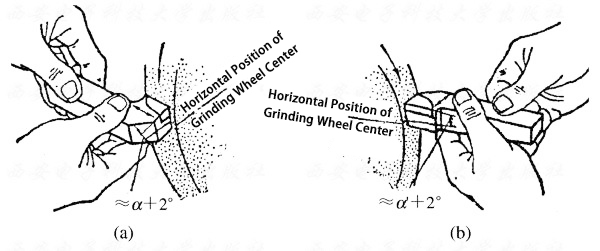
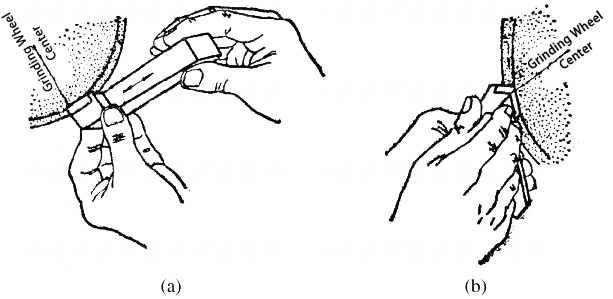
Ahora, PURROS Machinery toma el cortador de aleación de carburo de molienda como ejemplo, para ilustrar el método de afilado de herramientas de corte . 1. Áspero afilado de la cara principal del flanco y la cara del flanco menor , al mismo tiempo, se ha agudizado el ángulo de declinación principal, el ángulo principal de desahogo labial, el ángulo de declinación menor y el ángulo de relevo menor. El ángulo de mayor ángulo de relieve del labio y el ángulo de alivio del labio menor mediante el afilado aproximado debe ser mayor de lo solicitado. Ver figura:
Ángulo de alivio de labios de Shank
Rutina de afilado en bruto